
在车铣复合式机床应用中,经常看到HSK-T介面的刀柄系统。那么HSK-T是怎样一种结构形式呢?
浅谈HSK-T刀柄系统
HSK-T型或被称为ICTM型的标准, ICTM是日本复合机床介面委员会的简写,该委员会于2001年初由日本主要硬质合金工具厂家和工具系统生产厂家联合组成,当时的全名是”复合机床介面研讨委员会” 主要包括加工中心主轴上使用的HSK-A型(ISO规格:ISO12164-1:2001)及适用于具备互换性的复合加工机上进行车削加工用新型HSK系统。 HSK-T于2013年实现JIS 标准(JISB6064-3)。这一标准的主要技术是对其中的一对驱动键连接设定了更高的公差配合标准以期提高或改善驱动精度,ICTM型刀柄常被用以在HSK-A刀柄系的选配,也被大家称为HSK-T型。
HSK-T型刀柄主要特性说明:
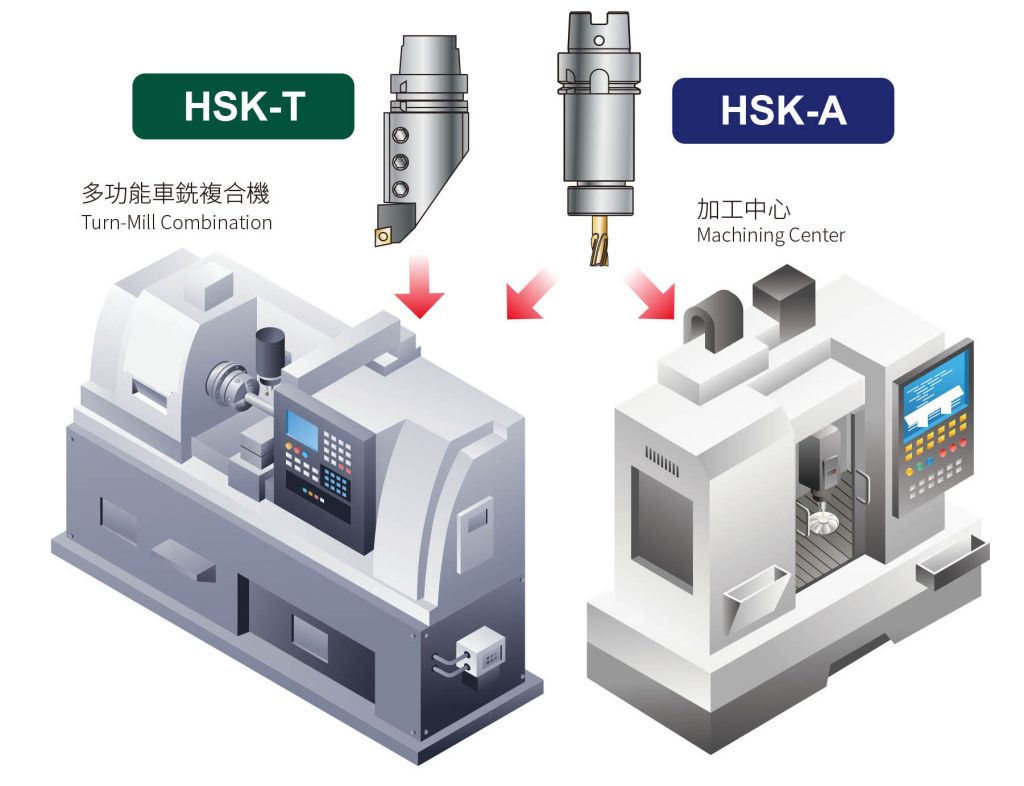
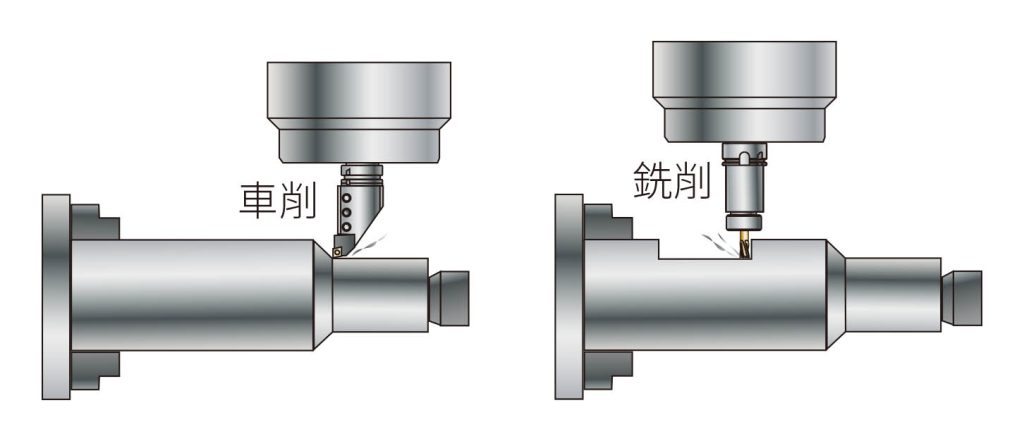
1.车铣复合加工机与加工中心两者刀的兼容性
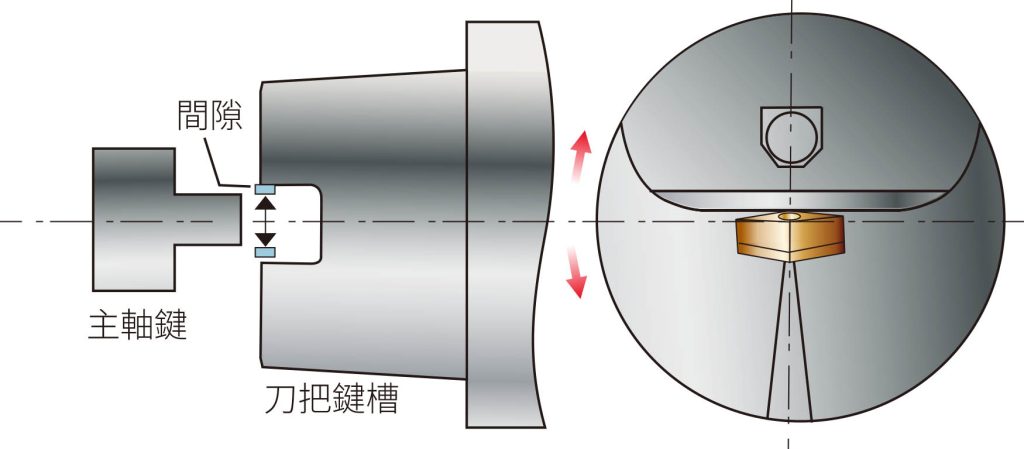
车铣复合加工机是结合车削和铣削工艺于一机,节省了校正与复位的繁琐工时。但因HSK-T型的主轴键与刀柄键槽的公差规定更加严格,才能实现了车削加工中高精度的刀尖定位,是更适用于该机型的使用系统。另外如原用于铣削加工中心的HSK-A型刀柄系统仍然可以继续使用,即可在车铣复合加工机中实现两者刀把系统的兼容性。
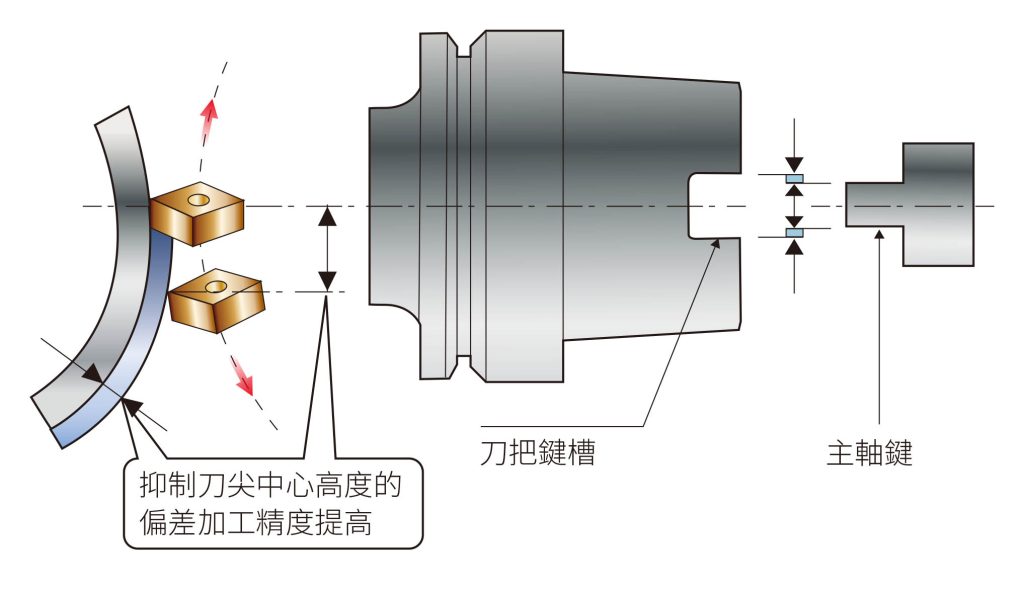
2.更适用于车削加工的配合公差
HSK-T型的刀柄系统减少了主轴与刀把间的距离,提高了精度与保持切削刃的高度,压抑制切削直径所产生的偏差,增加了更佳的切削精度。

3.最适于车铣复合加工机的直柄型刀具
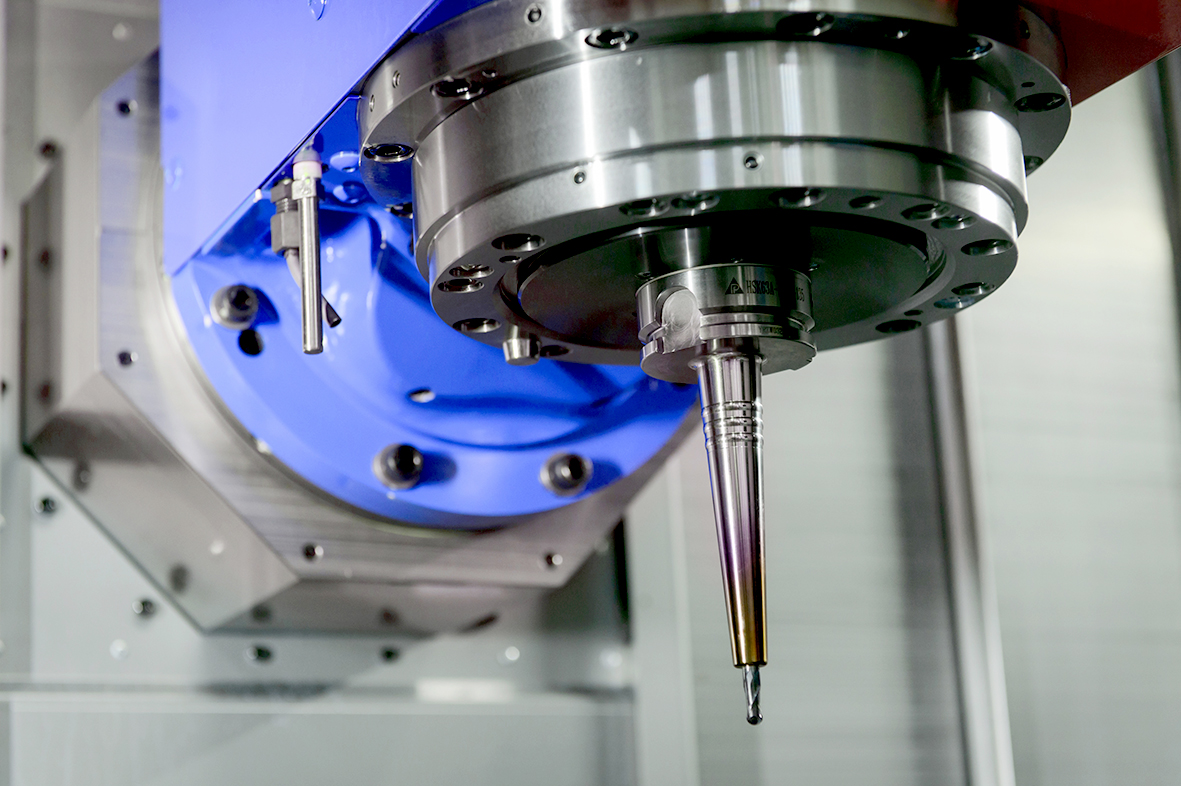
具有優異的接近性,可避免與工件的干涉,機床B軸(刀具主軸)傾斜指定角度,可防止主軸、刀柄與工件及卡盤發生干涉
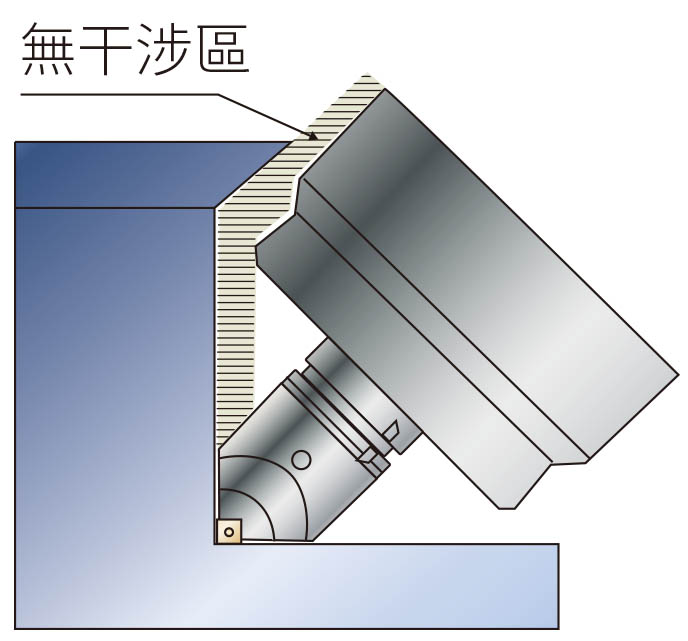
刀尖配置在主轴中心上,可提高中心高度的精度,刀尖的中心高度不会受到主轴与刀柄键配合部分间隙的影响,可实现更加稳定的高精度加工。
HSK-T型刀把与HSK-A型刀柄区别在哪里?
规范不同:
HSK-T系统规范为JISB6064-3 , HSK-A系统规范ISO12164-1:2001、JIS-B60064-1及DIN69893都有相关规范
结合公差不同 :
为了实现车削加工中高精度的刀尖定位,HSK-T型的主轴键与刀把键槽的配合公差规定比HSK-A型更加小更严格
加工机应用的差异:
HSK-T型主要应用于车铣复合加工机的车削工艺方面,而铣削加工时也可共用HSK-A型系统,而一般的加工中心没有车削功能,只会使用到HSK-A型的铣削系统



热缩刀柄(烧结式刀柄)的介绍-夹持篇
1月 3, 2025

普慧受邀参加10/26台中精机「铣削应用讲习会」,与同业先进相互交流学习、现场反应热烈。
10月 27, 2023
普慧企业参加2025TIMTOS台北国际工具机展,于3月3日~3月8日展出成功,圆满落幕
3月 20, 2025

乔迁启事暨新成立普慧精密工业(江苏)有限公司
7月 23, 2023

液压刀柄设计厂家介绍:液压刀柄的设计结构及优势
6月 24, 2024