
什么是液压刀柄 ? 他在数控机床中扮演了什么样的角色?
随着加工精度及自动化的需求,数控机床在工厂里得到了广泛的应用,这些机床和使用的工具来自不同地方,有着不同的型号和标准。本文就以数控机床加工中所需的重要配件之一刀柄这领域来做概略的介绍。
液压刀柄或称刀把,是架接机床主轴跟刀具的“桥梁”,负起承上启下的重要功能,承上主要体现的是:主轴的一些性能、扭矩、转速等参数是通过刀把来输出; 启下体现的是刀把要装夹刀具来实现正常的加工,关系着加工精度、刀具寿命、加工效率优劣,并影响最终加工质量与加工成本。因此,在不同的加工条件下配上适用性的刀把才能发挥事半功倍的效益。因此正确选择一把合适的刀把就显得非常重要。由于各种加工的要求不尽相同,与之相呼应的是不同夹紧方式的刀把。在这里,我们对各种刀把的普遍特点做如下简单介绍。
如何正确的选用液压刀柄呢?
确的选用刀柄首先要了解他的分类方式,而区分方式有三个
1.柄部的规格 2.夹持端的系统 3.加工精度和功能的考量
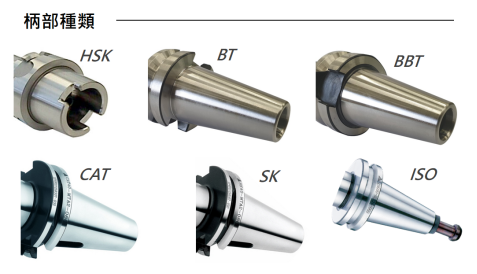
1.依柄部的规格区分;也就是机台主轴与刀把柄部可结合的系统。
柄部系统也照加工中心主轴装刀孔的锥度通分为两大类
锥度为1:10的HSK真空刀柄
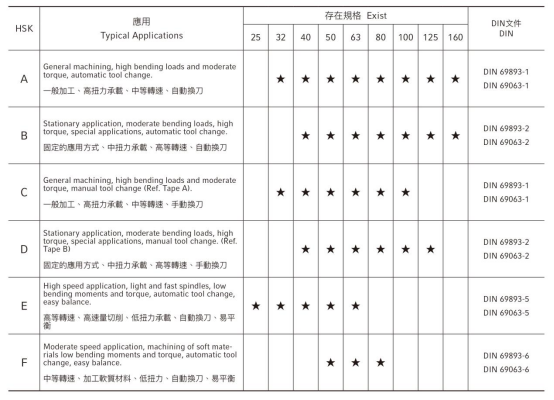
● HSK规格(DIN69893)有A、B、C、D、E、F但常用规格为
HSK-A(有键槽)跟HSK-E(无键槽)这两款
下图为HSK柄部应用的特性表
另一种: 锥度为7:24的SK通用刀柄
● BT规格(JISB6339)另有两面承靠系统BTT系统
● SK规格(DIN69871)
● CAT规格(ASME B5.50)
● ISO规格
2.依夹持端系统区分;也就是刀柄夹持刀具的方式。
而夹持方式又分直接夹持和筒夹夹持两大类
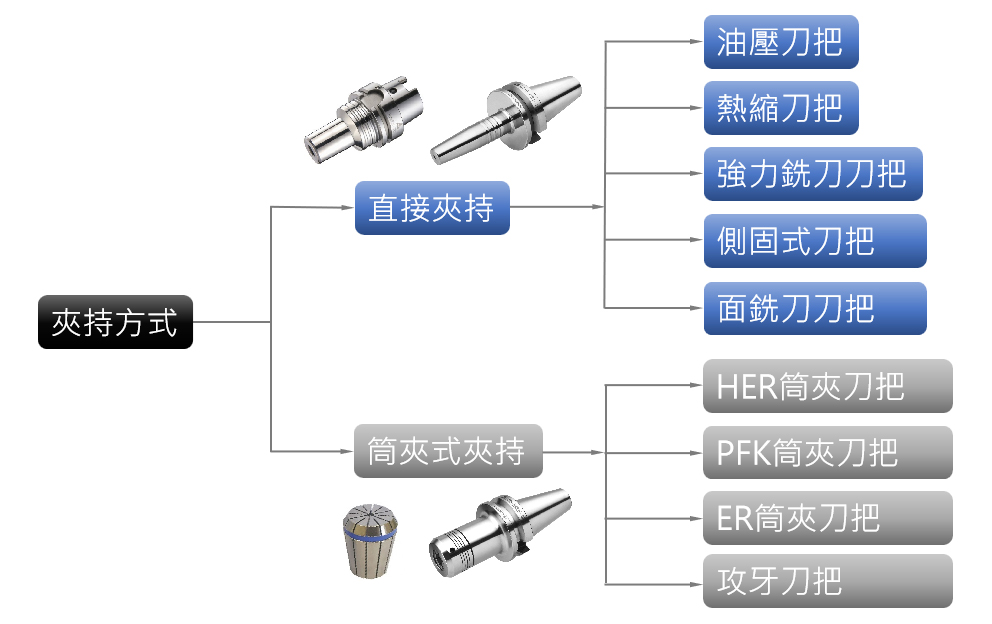
直接夹持的有:
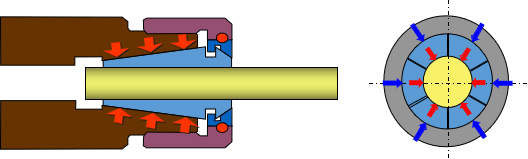
● 液压刀柄又油压刀把
采用液压膨胀技术的锁紧方式,快速更换刀具,且达到偏摆精度≦0.003mm的高精度要求,并藉阻尼减振性能降低切削颤振提高生产效率。
● 热缩刀柄又称烧结式刀柄,也有人称膨胀刀把
采用热缩式夹紧结构,利用感应加热使内孔膨胀进行刀具装夹,再进行冷却达到夹紧效果。
● 强力铣刀刀柄
偏摆精度≦0.01mm、特殊滚针设计,减少锁紧时所产生的摩擦阻力、超强夹持力,可避免重切削时掉刀状况。
● 侧固式铣刀柄
侧边锁紧式刀柄、超强夹力,适用于各种重切削。
● 面铣刀刀柄
平面铣削刀盘专用刀把、适用平面铣削加工。
筒夹式夹持(由螺帽+筒夹+刀柄本体所组成)的有:
● HER筒夹刀柄
梯形螺牙搭配独特的结构设计,使筒夹在夹持刀具时产生高刚性、超强夹持扭力,并搭配通。 用型ER筒夹泛用性高
● PFK筒夹刀柄
筒夹采用单边4°角度设计并提高刀把夹持力。
● ER筒夹刀柄
搭配ER筒夹泛用性高,可配合各种不同加工。
● 攻牙刀柄
专门针对攻牙设计的刀把,搭配不同的筒夹可选择刚性攻牙或安全扭力攻牙。
3.依加工精度和功能来区分;
因加工工序和刀具大小选用的不同,重切或精修的刀把选用上就有所不同,再者铣削、面铣、钻孔、铰孔、镗孔、攻牙甚至于小径干涉、清边修角的功能不同就需选用相对功能的刀把来完成
探讨影响刀柄精度的关键因素?
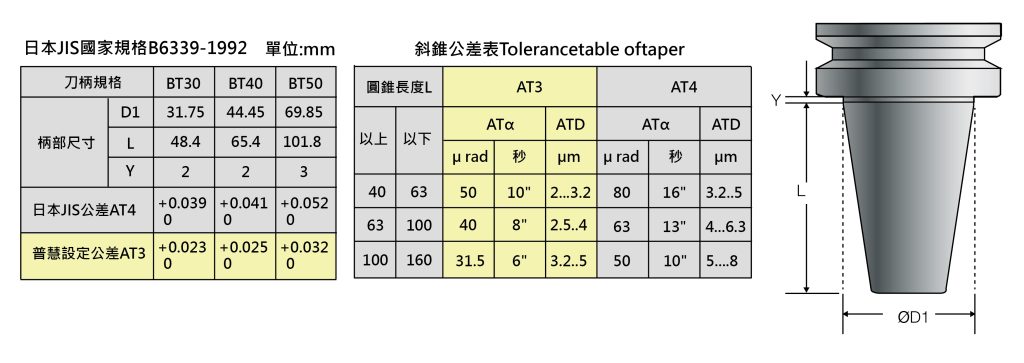
1.柄部精度的部分:
柄部精度是指刀把柄部与主轴内孔之密合度公差,
此公差等级共分为 AT 1 至 AT9 共 9 等级(JIS 1947),柄部公差等级越高(数字越小)代表刀把柄部与主轴内孔越为密合。依普慧的刀柄柄部皆与主轴内孔等级为 AT3或贴合面积为 85%。
2.夹持精度与重覆精度的部分:
重覆精度:
刀柄的重覆精度是指刀具在重覆拆装或夹持之状况下,每次测量之夹持精度变化量。

夹持精度:
刀柄夹持精度是指刀柄夹持刀具后之偏摆。量测方式为夹持测试棒后在其柄径之数倍长度之处旋转 360 度且量测其偏摆 。
如下图刀柄夹持测试棒并固定在量具上所示,以 A点为基准点,旋转360度,量测 B点或C点处之偏摆。
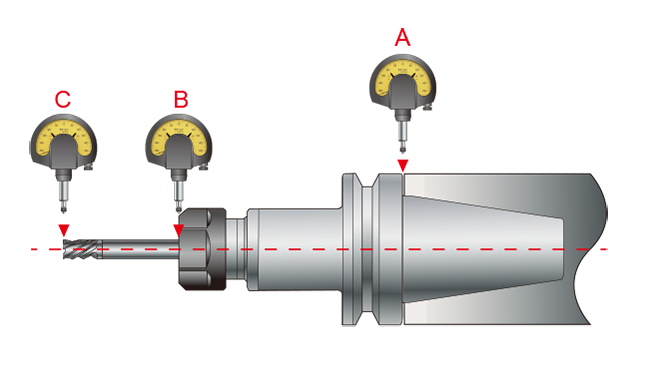

普慧精度量测为4倍径长位置(最大80mm)
夹持精度及重复精度对加工的重要性:
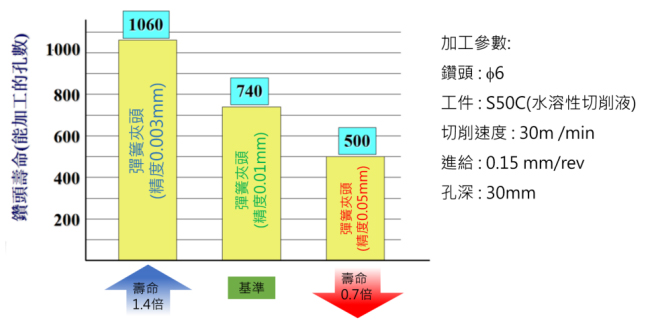
- 确保工件面粗度及加工精度
- 加工时间之节省
- 保护及延长刀具寿命
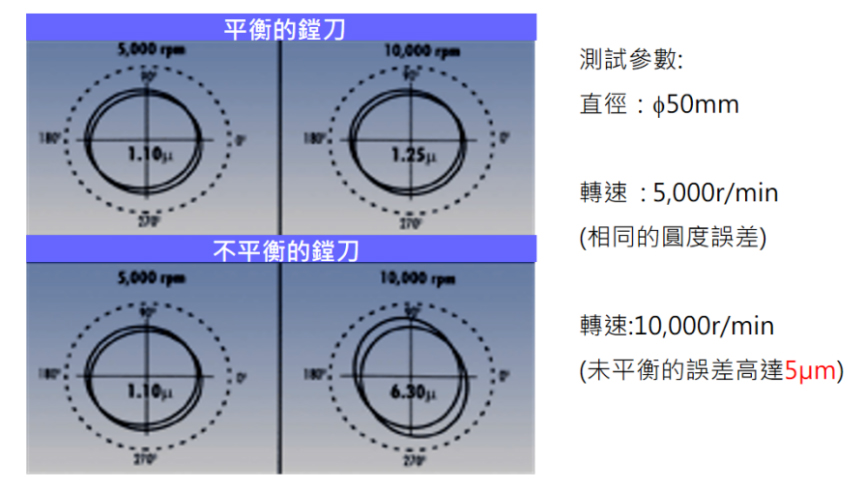
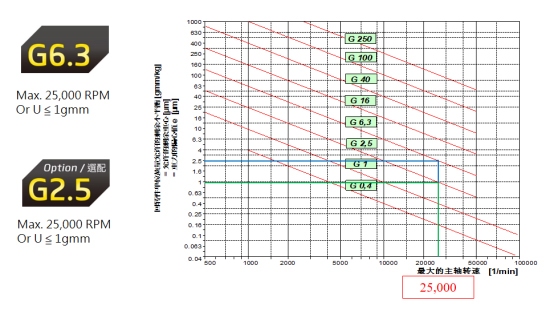
3.动平衡的部分:
动平衡已与柄部精度同列为衡量一支合格刀柄之最基本指标。刀把中的不平衡根源通常是机能性的,例如它可由端铣刀刀柄中的止付螺丝引起,或在刀把中的不等深度键槽所致。
这些成因常常随机出现、无一定规则,所以不论在何种情况下,用者最终都要想法补偿这种不平衡,才能达到动平衡校正之目的。
动平衡等级依ISO 1940规范从 G4,000至G0.4共可区分为11等级。 G号码越低代表动平衡等级越高。G6.3为普慧基本动平衡等级,G2.5为可选配等级
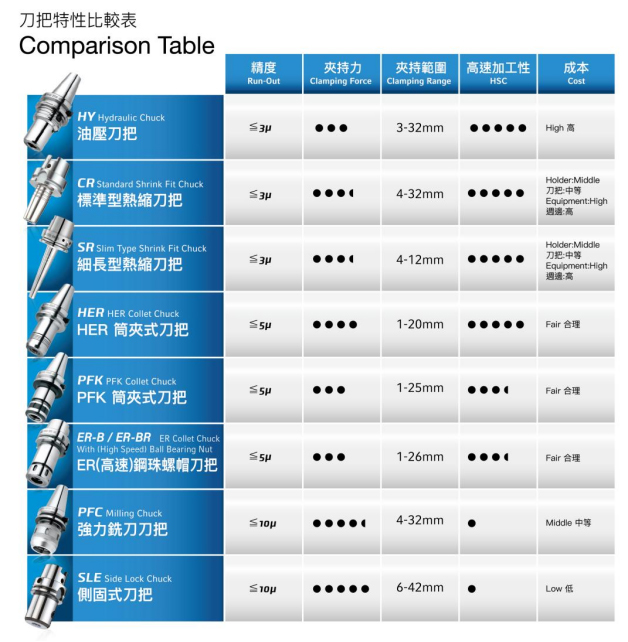
选用合适刀柄的重要性:
Right Tool for your job! 加工时需依不同的工序及条件要求,选择最适用的刀柄来完成切削方案,一直以来是我们的理念。
以下我们就以偏摆精度、夹持力、夹持范围、高速加工性、成本做一个基本的刀柄特性比较表。提供客户选用刀把时的一个基本参考
热缩刀柄(烧结式刀柄)的介绍-夹持篇
1月 3, 2025

普慧受邀参加10/26台中精机「铣削应用讲习会」,与同业先进相互交流学习、现场反应热烈。
10月 27, 2023
普慧企业参加2025TIMTOS台北国际工具机展,于3月3日~3月8日展出成功,圆满落幕
3月 20, 2025

乔迁启事暨新成立普慧精密工业(江苏)有限公司
7月 23, 2023

液压刀柄设计厂家介绍:液压刀柄的设计结构及优势
6月 24, 2024