
常见刀柄锥度为7:24的五种标准和规格:
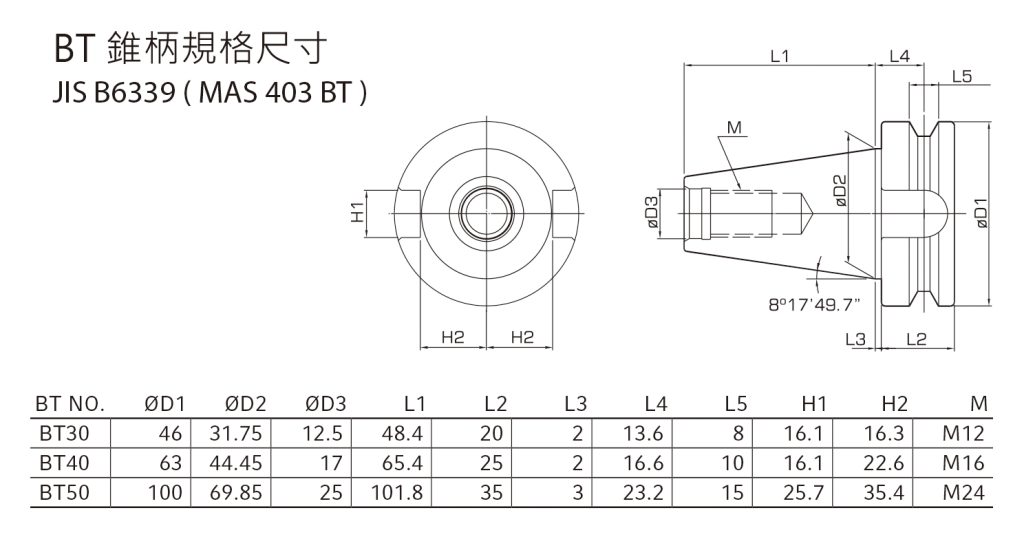
1.国际标准 IS0 7388 (简称ISO)日本标准 JIS B6339(简称BT)
2.德国标准 DIN 2080(简称 NT或ST)
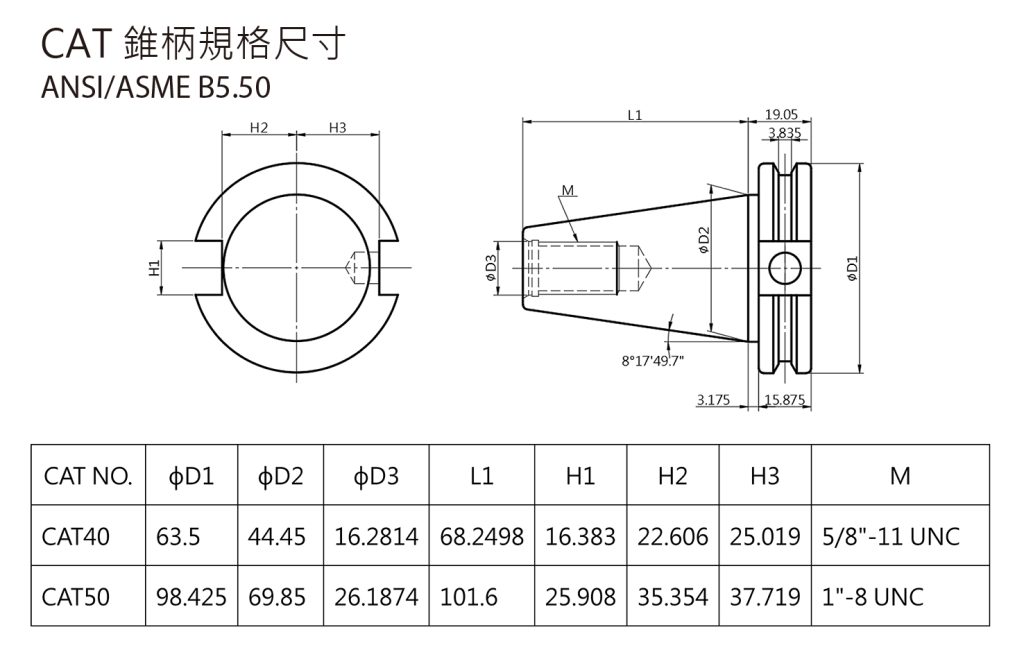
3.美国标准 ANSI/ASME B5.50(简称CAT)
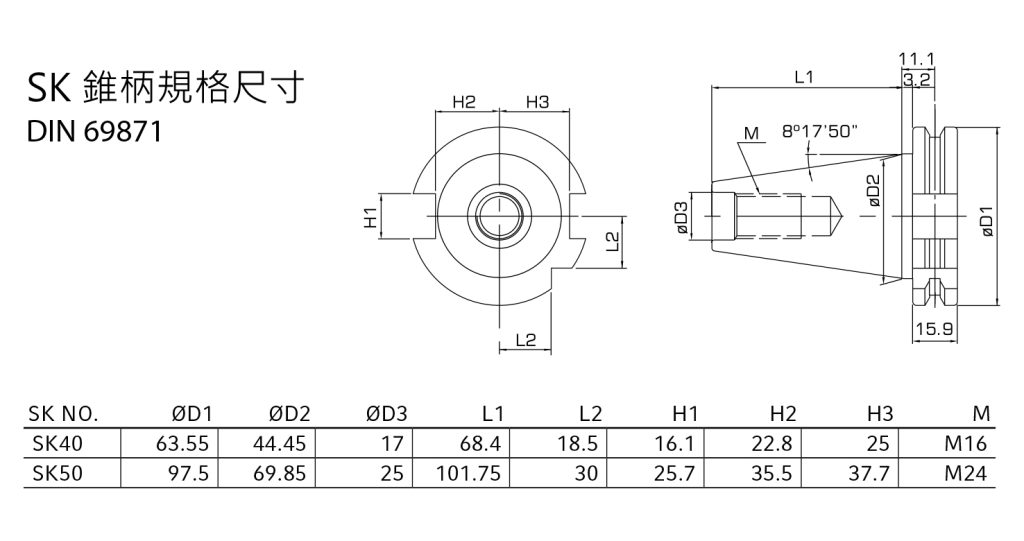
4.DIN 69871 (简称SK)
5.NT型刀柄是在传统型工具机上透过拉杆将刀柄拉紧,也称为ST刀柄;其他四种(SK、BT、CAP、ISO)刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
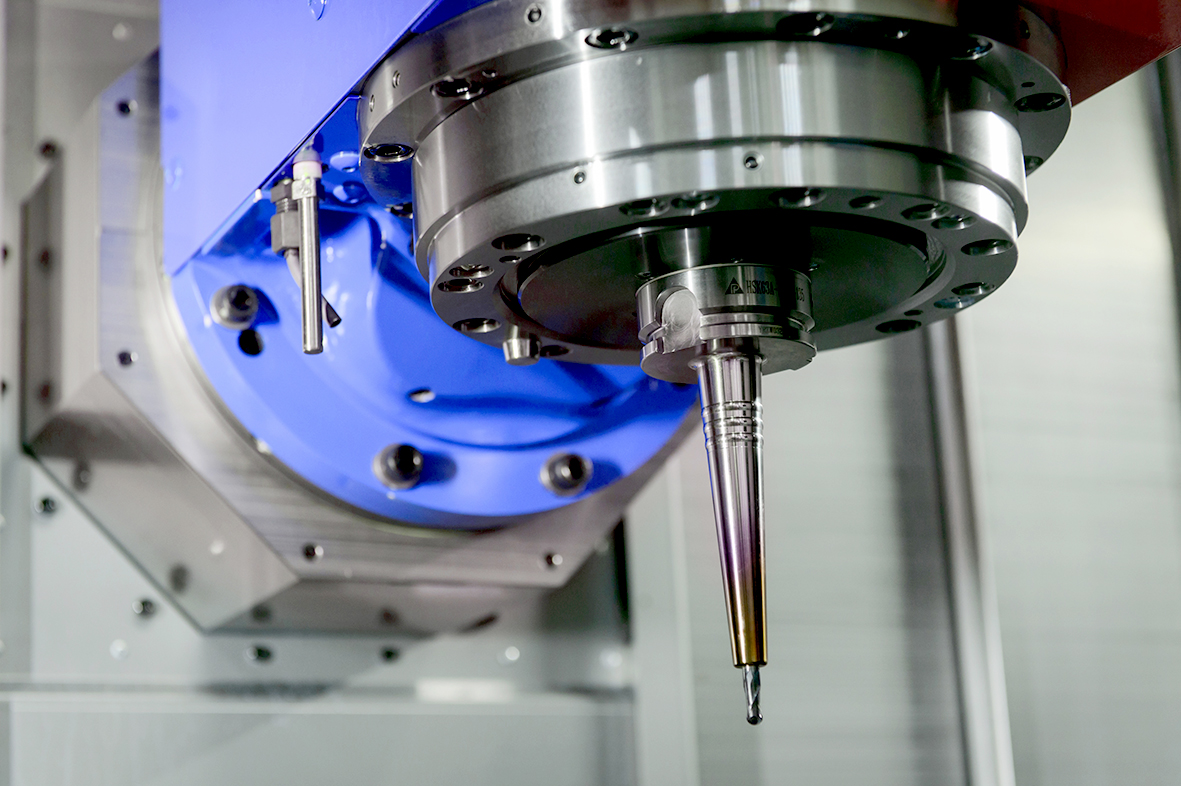
刀柄种类多种多样,在各国制定的规范原则之下,加工机安装刀柄,并紧密结合刀具,创造千万变化的金属加工艺术。 从日本标准BT (JIS B6339 & ISO7388X)、德国标准SK (DIN 69871 & ISO 7388)、国际标准HSK (ISO 12164)、美国标准CAT (ANSI/ASME B5.50)等,各国规范标准的不同造就大量地域性的市场需求,综观上述的国际规范除了HSK系列以外,BT、CAT、SK、ISO皆为7:24斜度系列,7:24斜度系列可快速装夹刀具、制造技术较通泛,成本相对较低,然而工业仍不断演化进步,但7:24斜度系列因在高速旋转下,主轴前端的内孔会膨胀,造成轴向与径向的尺寸改变,导致重覆定位精度较不稳定,是为7:24斜度系列的特性。
SK刀柄的规范与简介
德国标准分DIN 69871-1:1995(30、40、45、50和60号工具锥柄)自动换刀机床用7∶24工具锥柄在德国标准DIN 69871-1中分为A型、AD型和AF型三种:A型为螺纹底孔不通的;AD型为螺纹底孔贯通的;AF型为法兰端面供水的。原德国标准DIN 69893-1:1996已被新的标准DIN 69873-1:2011代替,新的德国标准也等同采用了国际标准ISO 12164-1:2001的内容。
BT刀柄的规范与简介
日本现行标准为JIS B 6339:2011(30、35、40、45、50、55和60号工具锥柄),用于代替日本工作机械工业会标准MAS-403:1975(40、45、50和60号工具锥柄);自动换刀机床用7∶24工具锥柄的日本标准JIS B 6339:2011虽已替代了日本工作机械工业会标准MAS-403:1975,但由于其主要外形尺寸相同,对使用基本没有影响,所以在不少制造商的样本上仍然标注MAS-403标准代号,而未标注JIS B 6339。其工具锥柄代号为“BT,特征为:法兰厚度较大;V型槽非对称分布,靠近工作部分一侧;两个端键槽对称分布;端键槽不铣通。
日本标准JIS B 6339:2011的拉钉有3种型式,拉钉的拉紧面斜角为45°60°90°,用于不带钢球的拉紧装置,代号为“PxxT”。其中拉钉还有分无中心出水型及可中心出水型功能的款式
CAP刀把的规范与简介
美国现行标准为AMSE B5.50-2015(30、40、45、50和60号工具锥柄),用于代替ANSI/AMSE B5.50-1985标准。自动换刀机床用7∶24工具锥柄的美国标准AMSE B5.50-2015已替代了ANSI/AMSE B5.50-1985,同样,由于外形尺寸相同,很多制造商在样本上仍标注ANSI/AMSE B5.50,或只标注AMSE。其工具锥柄代号虽然标准中未作规定,但通常称为“CAT”,其特征为:法兰厚度较小;两个端键槽为非对称分布;在一个端键槽的底面上钻有识别孔,用于刀具定位。
美国标准AMSE B5.50-1994的拉钉只有一种型式,拉钉的拉紧面斜角为45°,且凸缘与螺纹之间无定心圆柱。
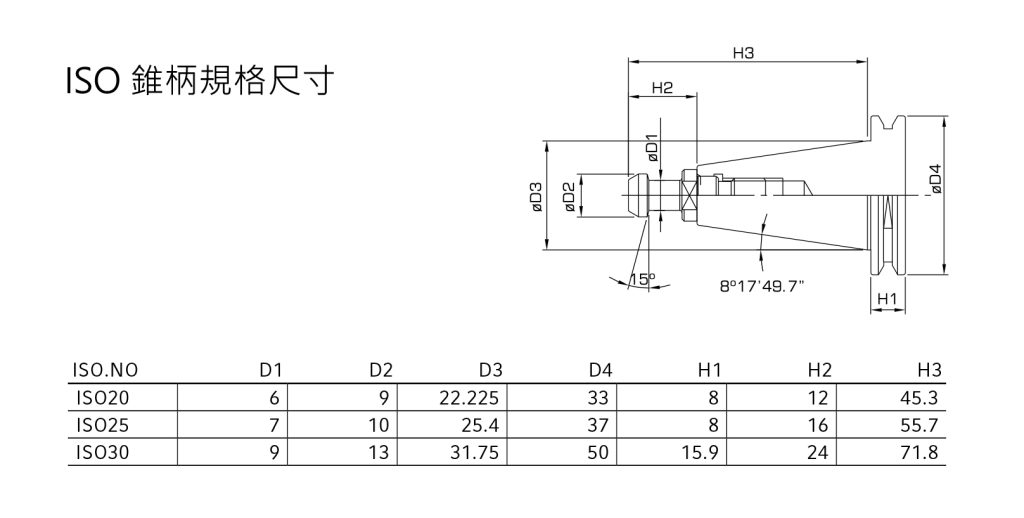
ISO刀柄的规范与简介
ISO刀柄锥度为7:24 的通用刀柄之一,是以ISO7388的国际标准为规范。 ISO 7388型其刀柄安装尺寸与DIN 69871 型没有区别,但由于ISO 7388型刀柄的法兰值小于DIN 69871型刀把的法兰值,所以将ISO 7388型刀柄安装在DIN 69871 型锥孔的机床上是没有问题的,但将DIN 69871 型刀柄安装在ISO 7388型机床上则有可能会发生干涉。 ISO刀把目前较常见的规格:如ISO20、25、30,大多应用于小径高转速的加工领域
SK、BT、ISO、CAT刀把(刀杆)系统的差异为何?
SK、BT、CAT、ISO刀1柄虽皆属于7:24斜度系列,但有各自在法兰面、V型槽、键槽有不同规范和尺寸标准,并且在应用领域中都有其独特的优势和应用场景。理解这些差异,能够帮助使用者选择最适合的刀柄系统,提升加工效率和精度。随着工业技术的不断进步,这些刀柄系统也将不断发展和优化,以满足日益增长的市场需求。最后简略总结这四款刀把的差异比较:
SK刀柄系统 (DIN 69871)
标准:根据DIN 69871的德国标准。
特征:有A型、AD型和AF型三种结构,适用于自动换刀机床。
应用:广泛应用于德国及欧洲市场。
BT刀柄系统 (JIS B6339)
标准:依据JIS B6339的日本标准,兼容MAS-403标准。
特征:法兰厚度较大,V型槽非对称分布,两个端键槽对称分布。
应用:主要在日本及亚洲市场使用,适用于高精度和高稳定性的加工需求。
CAT刀柄系统 (ANSI/ASME B5.50)
标准:基于ANSI/ASME B5.50的美国标准。
特征:法兰厚度较小,两个端键槽非对称分布,有识别孔用于定位。
应用:广泛应用于美国及北美市场,适合各种自动换刀机床。
ISO刀柄系统 (ISO 7388)
标准:依据ISO 7388的国际标准。
特征:安装尺寸与DIN 69871相似,但法兰值较小,适用于不同标准的机床。
应用:国际通用,适用于各种机床,尤其在小径高转速加工中表现优越。
了解更多请至官方网站:精密刀柄筛选SK系列 / ISO系列选购
热缩刀柄(烧结式刀柄)的介绍-夹持篇
1月 3, 2025

普慧受邀参加10/26台中精机「铣削应用讲习会」,与同业先进相互交流学习、现场反应热烈。
10月 27, 2023
普慧企业参加2025TIMTOS台北国际工具机展,于3月3日~3月8日展出成功,圆满落幕
3月 20, 2025

乔迁启事暨新成立普慧精密工业(江苏)有限公司
7月 23, 2023

液压刀柄设计厂家介绍:液压刀柄的设计结构及优势
6月 24, 2024